
 EN
ENKaixin, egy high-tech vállalkozás polimer csővezeték-szelepek kutatás-fejlesztésére, gyártására és értékesítésére szakosodott.
Jelenleg számos műszaki műanyagot sikeresen alkalmaznak mechanikai alkatrészeken, és jó eredményeket értek el. A műszaki műanyagok fröccsöntésének nehézsége azonban viszonylag nagy, különösen hajlamos a penészesedés előfordulására. Mi az oka a penészesedésnek a műszaki műanyagok fröccsöntése után, és hogyan lehet ezt megoldani?

1. Penészkő kialakulása
A szerszám eltömődése olyan jelenségre utal, amikor a ragasztók lerakódnak a forma felületére (lásd az alábbi ábrát). A penészesedés szinte minden hőre lágyuló műanyag fröccsöntésekor előfordul. Ha a végtermék funkcionális követelményeit össze kell keverni kapcsolódó adalékokkal (mint például módosítók, tűzgátló anyagok stb.), ezek az adalékok valószínűleg a formaüreg felületén maradnak a formázási folyamat során, ami penészkőképződéshez vezet.
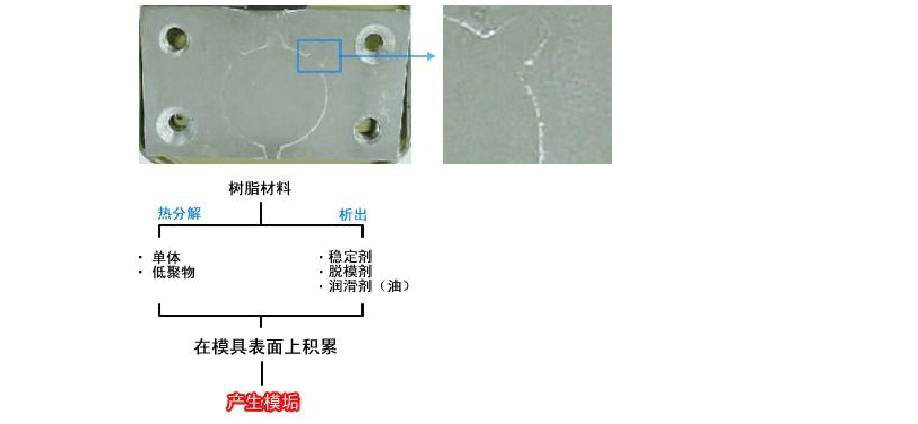
A penészkő kialakulásának más okai is vannak. A leggyakoribb okok a következők:
▶A nyersanyagok termikus bomlástermékei;
▶Az olvadékáram extrém nyíróereje fröccsöntés közben;
▶Nem megfelelő kipufogó;
A fentiek okozta penészesedés gyakran különböző tényezők kombinációja, és nagyon nehéz kideríteni, hogy mi okozza a penészesedést és hogyan előzhető meg, és a penészesedés csak néhány nap múlva alakul ki.
2. A penészskálák típusai
1) Különféle adalékok specifikus penészlerakódásokat eredményeznek. A tűzgátló anyag magas hőmérsékleten reagál, bomlást hozva létre, és esetleg penészgombatermékeket hoz létre. A túlzottan magas hőmérséklet vagy az extrém nyíróerő hatására az ütésgátló anyag elválik a polimertől, és a formaüreg felületén marad, és penészréteget képez.
2) A hőre lágyuló műszaki műanyagban lévő pigment magas hőmérsékleten megolvad, ami csökkenti a formázóanyag termikus stabilitását, ami a lebomlott polimer és a lebomlott pigment kombinációját eredményezi, és penészkővé alakul.
3) A formán lévő különösen forró részek (például a formamag), módosítók/stabilizátorok és egyéb adalékok hozzátapadhatnak a felülethez, és a penész szennyeződését okozhatják. Ebben az esetben intézkedéseket kell hozni a formák hőmérsékletének jobb szabályozása érdekében, vagy speciális stabilizátorokat kell használni.
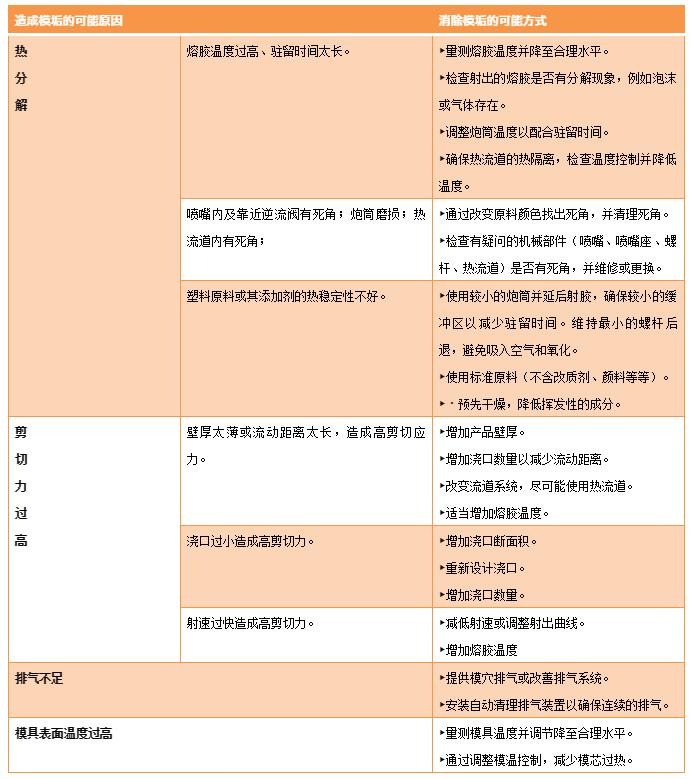
Az alábbi táblázat felsorolja a penészesedés lehetséges okait és a megelőző intézkedéseket:
Harmadszor, a penészesedés hirtelen fellépése ellenintézkedések
Ha a penész eltömődése hirtelen következik be, annak oka lehet a formázási körülmények változása, vagy a formázási anyagok különböző tételeinek cseréje. A következő javaslatok segíthetnek javítani a penészesedést.
Először mérje meg az olvadék hőmérsékletét, és szemrevételezéssel ellenőrizze, hogy az olvadék elbomlott-e (például égett részecskék). Ezzel egyidejűleg ellenőrizze, hogy a fröccsöntő anyagok nem szennyezettek-e idegen anyagokkal, és ugyanazokat a tisztítószereket használták-e. Ellenőrizze a forma kipufogógáz állapotát.
Ismét ellenőrizze a működő gépet: használjon festék színű formázóanyagokat (kivéve a feketét), kapcsolja ki a fröccsöntő gépet kb. 20 perc elteltével, távolítsa el a fúvókát és a csatlakozót, ha lehetséges, távolítsa el a csavarral, ellenőrizze, hogy az alapanyag nem égett-e részecskéket, és folytassa a nyersanyag színösszehasonlításával, gyorsan megtudja a penészszennyeződés forrását.
Sok esetben meglepő okokat találtak a penészesedési hibáknak. Ez a technológia a leginkább alkalmas kisebb fröccsöntő gépekhez, amelyek maximális csavarátmérője 40 mm. A penészszennyeződés megszüntetése egyértelműen javítja az alkatrészek minőségét más alapanyagok fröccsöntésekor is. A fenti ellenintézkedések melegcsatornás rendszerekkel történő öntéshez is alkalmasak.
A penész szennyeződés a fröccsöntött alkatrészek megjelenésének hibáihoz vezet, különösen a felületi eróziós részek esetében, amelyek homokfúvógépes homokfúvással javíthatók.

Négy, penészkarbantartás
Ha a penészszennyeződést a fenti intézkedések mindegyikével nem lehet megszüntetni, akkor a forma karbantartását és karbantartását meg kell erősíteni.
A penész felületén lévő penészlerakódások a kezdeti szakaszban könnyebben eltávolíthatók, ezért a penészüregeket és a kipufogócsatornákat rendszeresen meg kell tisztítani és karbantartani (például minden egyes gyártási tétel után). Ha a formát nem karbantartják és hosszú ideig karbantartják, nagyon nehéz és időigényes eltávolítani a penészréteget, miután a forma vastag réteget képezett.
A fröccsöntő formák karbantartásához és karbantartásához használt spray-k főként a következőket tartalmazzák: leválasztószer, rozsdagátló szer, gyűszűolaj, ragasztófolt-eltávolító, formatisztító szer stb.
A penészkő kémiai összetétele nagyon összetett, eltávolítására új módszereket kell alkalmazni, meg kell próbálni, mint általános oldószerek és különféle speciális oldószerek, sütő spray-k, koffeines limonádé. Egy másik sajátos módszer a gumi használata a modellpályák tisztítására.

5. Javaslatok a penészesedés megelőzésére
Melegcsatornás formázás és hőérzékeny nyersanyagok használata esetén az olvadék tartózkodási ideje hosszabb lesz, ami növeli a nyersanyagok lebomlásának és a penészkőképződés kockázatát. Tisztítsa meg a fröccsöntő gép csavarját.
A nyírásra érzékeny anyagok alakításakor nagyobb síneket és kapukat használnak. A többpontos kapuk csökkenthetik az áramlási távolságot, csökkenthetik a befecskendezési sebességet, és csökkenthetik a penész szennyeződésének kockázatát.
A hatékony penészelszívás csökkentheti a penész szennyeződésének lehetőségét. Állítsa be a megfelelő formaelszívót a formatervezési szakaszban. A legjobb választás az automatikus kipufogórendszer vagy a penészlerakódások könnyen eltávolítható kipufogórendszere. A kipufogórendszer javítása gyakran azt eredményezi, hogy csökken a penészesedés a penészen.
Fedje le a formaüreg felületét speciális tapadásmentes bevonattal, hogy megakadályozza a penészlerakódások kialakulását. Teszteket kell végezni a bevonat hatásának értékelésére.
A forma belső felületén végzett titán-nitrid kezeléssel elkerülhető a penészkőképződés a formán.
Ez a cikk az internetről származik, csak tanulási és kommunikációs céllal, nem kereskedelmi céllal.















 Székhely: No. 539 Bohai Road, Beilun District, Ningbo City, Zhejiang tartomány, P.R. China
Székhely: No. 539 Bohai Road, Beilun District, Ningbo City, Zhejiang tartomány, P.R. China
 +86-18067123177
+86-18067123177